A Snicker chokladkaka bearbetningslinje är en integrerad uppsättning av utrustning för livsmedelstillverkning utformad för att producera chokladkakor i lager i stor skala. Kärnslutsatsen är enkel: en komplett och välkonfigurerad Snicker-produktionslinje kan uppnå effekter på 150–600 kg/timme , beroende på utrustningsklass, automationsnivå och produktspecifikation. Detta gör det till ett av de mest effektiva formaten för tillverkning av stora volymer av chokladkakor.
Linjen hanterar vanligtvis varje steg från nougattillagning och karamellberedning till jordnötslagring, chokladklädning, kylning, skärning och slutförpackning - allt inom ett kontinuerligt automatiserat flöde. Att förstå hur varje modul fungerar hjälper tillverkarna att optimera avkastningen, minska avfallet och upprätthålla en jämn produktkvalitet.
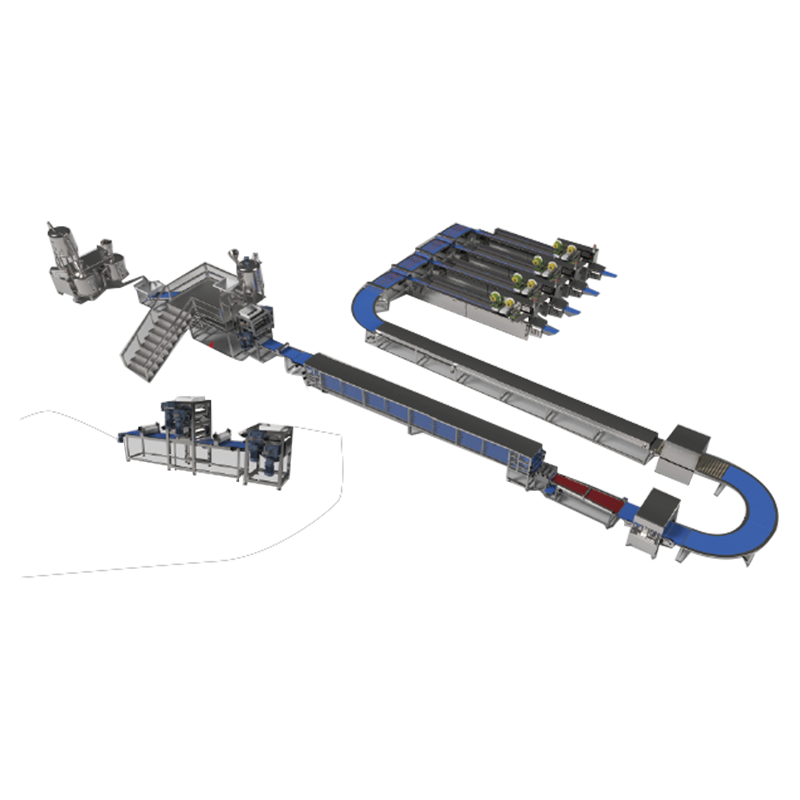
En standard Snicker produktionslinje följer en logisk sekvens av bearbetningssteg. Varje steg bidrar till den strukturella integriteten och sensoriska kvaliteten hos den sista stapeln.
Basskiktet i en bar i Snicker-stil är nougat, framställt genom att blanda kolsyrat sockersirap, glukos, äggvita och fett i en kontinuerlig eller satsvis mixer. Nougaten läggs sedan på ett transportband eller i en plattformare, där den pressas till en jämn tjocklek vanligtvis mellan 10–20 mm . Konsekvent textur i detta skede är avgörande för nedströms skärnoggrannhet.
Karamell tillagas i en kontinuerlig kolakokare som kombinerar socker, glukossirap, grädde eller fett och emulgeringsmedel under kontrollerad värme. Den kokta karamellen avsätts på nougatskiktet medan den fortfarande är böjlig. Karamelltemperaturen vid avsättning hålls vanligtvis mellan 60–75°C för att säkerställa korrekt vidhäftning utan att deformera nougaten nedanför.
Hel- eller halvrostade jordnötter fördelas jämnt över karamellytan med hjälp av en vibrerande matare eller rullapplikator. En skonsam pressrulle säkerställer att jordnötterna är inbäddade i karamellskiktet. Jordnötstäckningens enhetlighet påverkar direkt visuell konsistens och viktnoggrannhet i den färdiga baren.
Den sammansatta plattan – bestående av nougat, karamell och jordnötter – passerar genom en kyltunnel där temperaturen sänks till under 18°C . Detta förstärker strukturen innan skärning. En roterande eller trådskärare delar sedan upp plattan i enskilda stångstora bitar med minimal produktförlust.
Enskilda barer passerar genom en chokladöverdragare där tempererad choklad (vanligtvis kl 29–32°C för mörka eller mjölkvarianter) täcker alla ytor enhetligt. En luftfläkt tar bort överflödig choklad från botten och ett vibrationsbord jämnar ut ytbeläggningen innan stängerna går in i den slutliga kyltunneln.
Efter omklädning åker barer genom en kyltunnel kl 8–14°C i flera minuter för att stelna chokladskalet. Fullt inställda stänger överförs sedan till automatiserade maskiner för flödesinpackning eller kuddförpackning, vilket fullbordar produktionscykeln.
Varje bearbetningssteg kräver specialutrustning. Nedan följer en översikt över de primära maskinkomponenterna och deras funktionella roller:
| Utrustning | Funktion | Nyckelparameter |
|---|---|---|
| Nougat Mixer & Former | Luftar och formar nougatbasskiktet | Effekt: 100–500 kg/h |
| Karamellkokare | Kokar och avsätter karamell vid kontrollerad temperatur | Temperatur: 60–75°C |
| Jordnötsmatare/applikator | Fördelar jordnötter jämnt över karamell | Täckningslikformighet ±3 % |
| Plattkyltunnel | Förstärker den skiktade plattan för kapning | Tunneltemperatur: 10–18°C |
| Roterande / Wire Cutter | Skär plattan i enskilda stänger | Skärhastighet: upp till 120 snitt/min |
| Choklad Enrober | Klädar barer i tempererad choklad | Chokladtemperatur: 29–32°C |
| Slutlig kyltunnel | Ställer in chokladskalet | Tunneltemperatur: 8–14°C |
| Flow Wrapper / Packaging Machine | Omsluter färdiga stänger individuellt | Hastighet: upp till 600 bar/min |
Moderna bearbetningslinjer för Snicker chokladkakor finns i tre generella automationsnivåer, var och en lämpad för olika produktionsskalor och investeringsnivåer:
För en tillverkare i medelstor skala som siktar på 500 000–1 000 000 bar per dag, skulle en helautomatisk linje som körs i 400 kg/h med en genomsnittlig stångvikt på 50 g producera ungefär 8 000 bar per timme eller 192 000 bar per 24-timmarsskift .
För att bibehålla konsekvent stångkvalitet krävs aktiv kontroll vid flera kontrollpunkter i hela Snickers produktionslinje:
Livsmedelsklassad design är inte förhandlingsbar i en bearbetningslinje för chokladkakor. Viktiga designprinciper inkluderar:
Även välkonfigurerade linjer stöter på återkommande problem. Nedan följer de vanligaste utmaningarna och praktiska lösningarna:
| Utmaning | Orsak | Lösning |
|---|---|---|
| Karamell fastnar på fräsar | Karamell för varm i skärningsstadiet | Sänk plattans kyltunneltemperatur med 2–3°C |
| Ojämn chokladöverdrag | Choklad utanför tempereringsintervallet | Kalibrera om tempereringsenheten; kolla efter utlösare av fettblomning |
| Stångens viktvariation >±3g | Inkonsekvens i tjockleken på nougat eller karamell | Inspektera insättningsmunstycken; omkalibrera tidigare rullar |
| Jordnötshålrum i barer | Matarvibrationen är för hög eller låg | Justera vibrationsmatarens frekvens; rengör trågsensorer |
| Förpackningsfel | Variation av stånglängd efter kapning | Synkronisera skärhastigheten med transportbandets hastighet |
Kyltunnlar och kokkärl är de högsta energiförbrukarna i en Snickers produktionslinje och står tillsammans för 55–70 % av den totala ledningsenergiförbrukningen . Praktiska åtgärder för att minska energikostnaderna inkluderar:
En väl optimerad helautomatisk linje kan producera ett kilo färdig stång med hjälp av cirka 0,3–0,6 kWh , beroende på klimatförhållanden och anläggningslayout.
En komplett linje inklusive nougatformning, karamell, jordnötsapplicering, täckning och förpackning kräver vanligtvis 40–80 meter lång och 4–8 meter i bredd, beroende på automationsnivå och kyltunneldesign.
Ja. Med justerbara avsättare, modulära formar och omkonfigurerbara fräsar kan de flesta moderna linjer växla mellan format. Bytestid är typiskt 20–45 minuter .
Mjölkchoklad är vanligast, med en kakaohalt på 25–35 % . Enrobern hanterar både förtempererad sammansatt choklad och äkta choklad beroende på produktspecifikation.
En helautomatisk linje vid 400 kg/h kräver vanligtvis 3–6 operatörer per skift, som omfattar kvalitetskontroller, förpackningspåfyllning och mindre justeringar.
Med korrekt chokladklädning och flow-wrap-förpackning är hållbarhetstiden för färdiga barer i allmänhet 9–12 månader vid omgivningstemperaturer under 20°C.
Nougat är standardbasen, men linjen kan anpassas för att använda baslager för kakor, wafer eller flingor istället, vilket gör den till en mångsidig plattform för flera barformat.

 Chokladproduktionslinje Maskinutrustningsfabrik
Chokladproduktionslinje Maskinutrustningsfabrik

 中文简体
中文简体 English
English